
Introduction
CHALLENGE
How to weld up a Suppressor and produce multiple high-quality circumferential welds on the stack of noise suppressing baffles.
Traditionally this was done with GTAW weld process, aka Tig Welding.
This Tig welding process was applied manually to start and then mechanized to follow, and the resulting welds were excellent strength, however the distortion this caused with repetitive welds required significant back side efforts to align the thru path to perform to its highest level.
SOLUTION
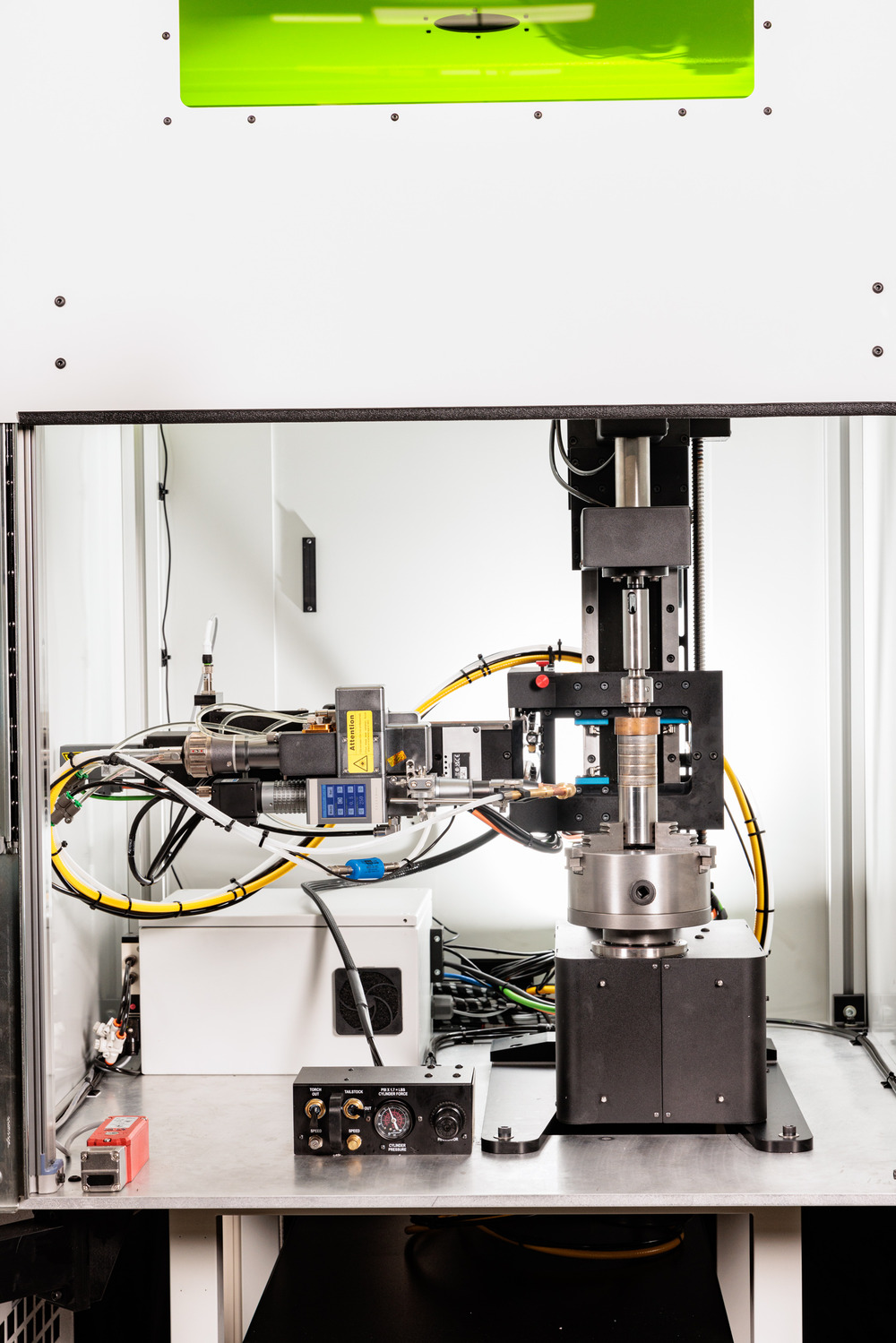
Weldlogic’s team of “WELD SPECIALIST” had to do some real convincing to legacy Suppressor manufactures to switch processes to C.N.C. Laser welding. This process took test welding complete Suppressors to post weld inspection. Once it was 100% clear, the resulting multiple laser welds were not distorting the Suppressors, it was off to the shooting range to give the Laser Welded assembly the field tests.
The testing included rapid fire until the Suppressor glowed red and didn’t fail. Additionally, it was cold water quenched when glowing red with heat.
To minimize labor costs, some Suppressor Manufactures select the Weldlogic Seam Finder to enable load, press start, and operator walk away until all the circumferential welds are completed and door opens ready to remove and replace.
Weldlogic Laser cells utilize welding Suppressors made of: Inconel, Titanium, Stain- less or any weldable materials, ( wire feeders available)
Video
Gallery










Features
N/A
Specifications
N/A
Applications
N/A
Ask our experts about your unique challenge
Previous Product
AWS-400, Arc Voltage Control, Wire Feeder & Vertical/Horizontal MOTORIZED Lathe Tilt
