
Introduction
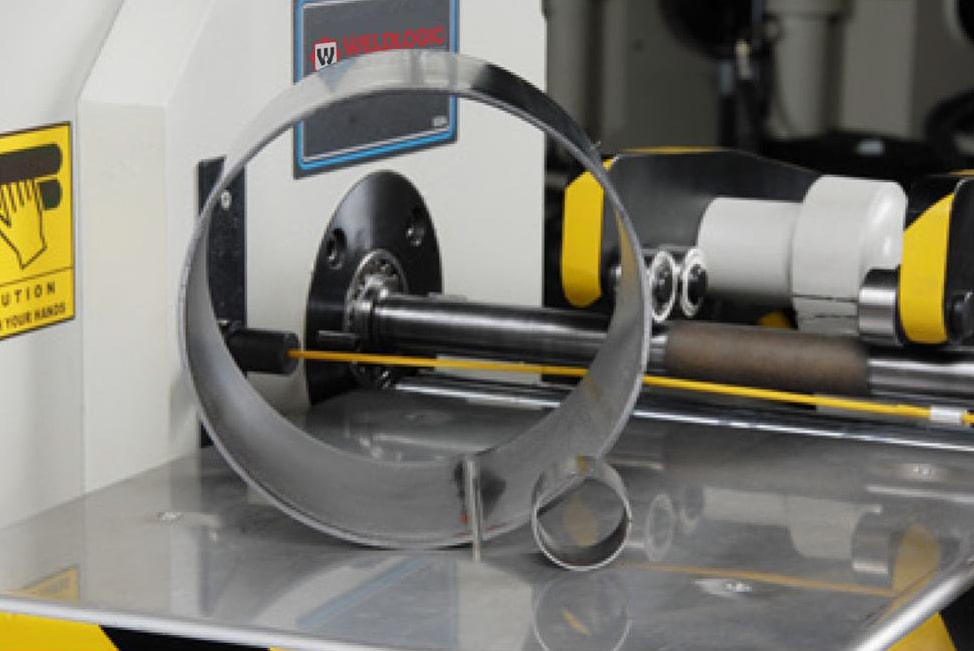
Our heavy duty 3 roll machine is a symmetrical roll design. The material is entered into the pinch point between the top and lower pinch roll. The entry side form roll is then placed into position for pre-forming the leading edge of the part. The part is then fed into the machine forming the leading edge. After the leading edge if formed the entry side form roll is lowered and the exit side form roll is placed into position to finish forming the part. The total process is one entry one pass forming.
The CNC control system consists of a SIEMENS S7 series PLC configured for closed loop position control via AC servo motors for the material feed and forming operations. The control system is very flexible in programming to form many variations of round and non-round parts. The operator interface is a Touch Screen HMI. The touch screen is capable of storing over 100 part programs of up to 50 forming steps per programs.
Video
Gallery




Features
- Top Roll Driven by AC Servo Motor/Planetary Transmission
- Forming Rolls Positioned via AC Servo motor driving linear actuators
- Pneumatic Drop End For Part Removal
- Remote Control Pedestal
- Variable Speed Adjustment of Rolls
- Roller / Ball Bearings
- Electrical Disconnect
- Welded Steel Construction
- 1040/1045 Solid Steel Rolls
- Safety Cut-off Switch
- Enclosed Drive
- Form Roll Position Indicators
- Top Roll Quick Change System
Options Include
- Remote Control Variable Speed
- CNC Control System
- Digital Roll Position Indicator
- Surface Harden Rolls 50-54 HRC
MAIN DRIVE:
- This function is accomplished by the use of highly efficient AC Servo motors.
ROLLS AND BEARINGS:
- Rolls are machined from 1040/1045 steel. All rolls are crowned for the capacity of the machine. Crowning compensates for the deflection of the rolls under load. All four rolls ride in roller/ball bearings requiring very low maintenance.
CONSTRUCTION:
- This machine is all steel welded construction. Bearing blocks are machined from solid steel plate. No cast is used in the construction ensuring ease of repair or modification if required.
DEFLECTION ARM:
- Weldlogic, Inc. designed this unique deflection arm to enable a 1.250’’ diameter top mandrel to form 1.3’’ I.D. parts with no deflection from the top roll. This deflection arm is air actuated and automatically applies presure to the mandrel as the opporator starts the process and releases pressure at cycle end.
DROP ARM:
- Removal of the finished cylinder is accomplished at the operator’s pendant by push button. The drop arm is moved open and closed by a pneumatic cylinder that is locked in place with a pilot operated check valve.
ELECTRICS:
- Oil tight enclosure with I.E.C. rated motor control components are used. The control circuit is 24VDC for operator safety. A safety cable that runs the length of the roll both front and rear of the machine is standard equipment.
INSTALLATION AND SERVICE:
- The machine requires only the connection of electric power. The only maintenance is to periodically lubricate. Service personnel and parts are available from the factory.
WARRANTY:
- Weldlogic warranties the product against defects in materials or workmanship for a period of one year. Any defective parts will be replaced based upon inspection at the factory.
Specifications
N/A
Applications
N/A
Ask our experts about your unique challenge
Previous Product
C.N.C. 3-Roll Full Automated Specialized Roll Forming System
